Соединение полимерных водопроводных труб в единую магистраль осуществляют двумя способами: с помощью стыковочных элементов (фитингов) или методом пайки. Последний вариант экономичнее – не нужно покупать дополнительные детали. Но он требует специнструмента. Если знать тонкости сварки, правильно спаять пластиковые трубы для домашнего водопровода реально своими руками, без привлечения специалистов. Это также сэкономит семейный бюджет.
Инструменты для выполнения работ

Для соединения пластиковых и пропиленовых элементов применяется метод термической диффузии – сплавление при нагревании специальным паяльником. Он отличается от простого инструмента для пайки тем, что там используются не медные электроды, а стальные насадки. Они закрепляются в отверстиях на нагревательном элементе паяльника. Регулирование температурного режима осуществляется с помощью терморегулятора, расположенного на корпусе.
Для проведения работ с трубными элементами из полиэтилена или полипропилена дополнительно потребуются:
- измерительные приборы – рулетка, линейка, угольник, уровень;
- специализированные ножницы или труборез;
- обезжиривающая жидкость.
Дополнительно стоит подготовить мелкозернистую наждачную бумагу или тонкий напильник. Они помогут сделать срезы идеально гладкими.
Меры безопасности
Работая с паяльником, нужно следовать технике безопасности. Ее несоблюдение негативно повлияет на качество спайки и может стать причиной травм и ожогов.
Соблюдайте следующие правила:
- Горячий паяльник ставьте только на подставку.
- Для защиты рук от ожогов пользуйтесь перчатками.
- Работы проводите в хорошо проветриваемом помещении, ведь полимерные материалы при нагревании выделяют вредные вещества.
Насадки имеют тефлоновое покрытие, позволяющее избежать появления нагара. По завершении каждого сварочного процесса оставшийся полимер нужно удалять с помощью деревянной лопаточки. Не допускается чистка остывших насадок, поскольку это может привести к повреждению покрытия и поломке паяльника.
Особенности спайки водопроводных труб

Перед тем как начать работу, нужно выбрать подходящую технологию. Для соединения применяют три способа пайки:
- Муфтовый. В этом случае используются муфты, вводимые между стыкуемыми деталями. Особенность процесса – нагреваются лишь сами элементы соединения. Обычно метод применяется для труб с небольшим и средним сечением.
- Раструбный. Используются насадки различных диаметров. Торцы деталей обрезаются под углом 90 градусов и зачищаются, а затем вставляются в насадку соответствующего сечения. В ходе спайки торцы двух элементов нагреваются, плавятся и соединяются. После стыковки детали нельзя проворачивать.
- Стыковой. Одновременно провариваются торцы двух сегментов по всей плоскости. Применяется для соединения труб большого размера — диаметром более 5 см и толщиной стенки от 0,4 см.
Если необходимо спаять армированные трубы, потребуется специальный инструмент — шейвер. Он нужен для очистки трубы от алюминия, который спрятан под верхним полимерным покрытием. Далее сварка труб осуществляется по стандартному способу.
Иногда на участке трубопровода требуются детали с резьбой. Такой фитинг можно припаять к стыку подходящей трубы. Работы по спаиванию труб нужно выполнять лишь при плюсовой температуре окружающей среды.
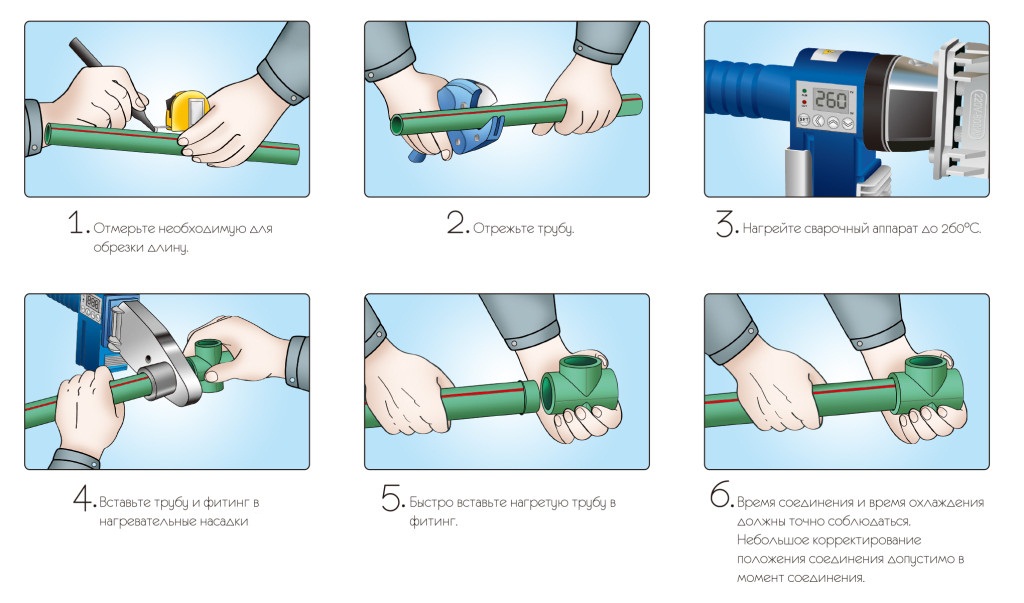
Последовательность сварочного процесса
Вначале нужно подготовить сами трубы. Их делят на отрезки необходимого размера, выравнивают и шлифуют торцы, протирают места стыков обезжиривающей жидкостью.
 Паяльник устанавливают на ровной поверхности, закрепляют на нем насадки с полимерными деталями: одну или несколько. Стандартные аппараты позволяют выставить насадки для двух труб и двух муфт одновременно, что ускоряет процесс сборки конструкции.
Паяльник устанавливают на ровной поверхности, закрепляют на нем насадки с полимерными деталями: одну или несколько. Стандартные аппараты позволяют выставить насадки для двух труб и двух муфт одновременно, что ускоряет процесс сборки конструкции.
Используя терморегулятор, подбирают нужный нагрев, учитывая разницу этого показателя для полимеров. Уточнить, какие конкретно трубы вы паяете, можно по маркировке на самом изделии. Для полипропиленовых и поливинилхлоридных труб (ПП и ПВХ) нагрев ведут до 260 градусов, для полиэтиленовых (ПНД) – до 220 градусов. Разогретые элементы соединяют друг с другом, вставляя трубу в раструб, муфту либо состыковав торцы отрезков.
Продолжительность плавления после доведения до требующегося температурного режима определяется в зависимости от сечения:
| Диаметр изделия (мм) | Время нагревания до необходимой температуры (сек) | Период спайки (сек) | Время охлаждения (мин) |
| 16 | 5 | 8 | 2 |
| 20 | 6 | 9 | 2 |
| 25 | 7 | 10 | 3 |
| 32 | 8 | 12 | 4 |
| 40 | 12 | 20 | 5 |
| 63 | 24 | 25 | 6 |
| 90 | 40 | 35 | 8 |
После того как стык остыл, проверьте правильность выполненной работы. Герметичность спаянного отрезка проверяется продувкой и пропуском воды. Если шов соединения сделан некачественно, место спайки обрезается, и сварочные работы проводятся снова.
Пайка в труднодоступных местах и углах

При необходимости трубы можно спаять под углом. Для этого используются специальные угловые муфты. Угольником контролируют градус сгиба. Приобретайте изделия одного производителя, это позволит обеспечить высокую адгезию соединяемых элементов.
Сварка в труднодоступных местах для непрофессионала сложна. При работах под потолком паяльный аппарат придется вешать на крюк. Иногда требуется заменить деталь в уже действующем водопроводе: при повреждении, через которое капает вода, либо сильном засоре. Проще всего припаять резьбовые фитинги в тех местах, где это сделать удобно, и уже на них посадить участок трубы.
Можно запаять полипропиленовую трубу, если через мелкую трещину капает вода, способом кустарной сварки. Разрыв закрывается материалом, из которого сделана труба. К дефектному месту прикладывается раскаленный гвоздь или отвертка. Расплавленным полимером замазывается пробоина. Но это временный вариант, поврежденный участок все равно потребуется заменять.
Ненадолго полимерное изделие можно запаять с помощью промышленного фена. Нагревается место стыка до размягчения материала. На трубу накладывается хомутик и туго затягивается.
Возможные ошибки
 Частые ошибки, приводящие к появлению бракованных узлов в ходе работ по сборке трубопровода из полимеров:
Частые ошибки, приводящие к появлению бракованных узлов в ходе работ по сборке трубопровода из полимеров:
- работа с неочищенными срезами;
- неровность стыковочных частей;
- неточное совмещение соединяемых элементов;
- слишком большое усилие при состыковке;
- неполное вставление трубы в фитинговое соединение;
- малый либо чрезмерный нагрев свариваемых деталей;
- присутствие армирующего слоя;
- изменение положения элементов после остывания пластика;
- использование паяльника с насадками, загрязненными полимером;
- очистка остывших насадок и последующее использование деталей с поврежденным тефлоновым слоем.
Порой на материалах высокого качества сильный перегрев не дает зрительных внешних дефектов. Но при этом имеется внутренняя деформация, когда разогретый пластик перекрывает внутренний проход. Это приводит к быстрому засорению и блокировке течения воды.
Кроме горячей спайки используется способ холодной сварки. Методика подразумевает применение в качестве активного паяльного компонента специального растворителя, который размягчает структуру полимера. В силу сложности метод не снискал большой популярности.







