Металлочерепица – усовершенствованный и более привлекательный вариант профлиста. Свое название получил за то, что имитирует черепицу, но выглядит порой намного эстетичнее. Материал производят по специальной технологии и для разных целей.
Где производят металлочерепицу
Металлочерепица – покрытие популярное, поэтому изготавливают его как крупные заводы, так и мелкие компании. Качество листа зависит не от масштабов производства, а от используемого для изготовления металлочерепицы оборудования. Как и во многих других случаях качество зависит от соблюдения всех тонкостей технологии.
К наиболее известным компаниям в России по производству покрытия относятся:
- «Нева- Сталь»;
- «КСП»;
- Сибирский металлоцентр;
- «Электрощит».
Есть немало и других производств, расположенных в Москве, Липецке, Питере, Волгограде.
Из иностранных изготовителей наибольшую популярность на российском рынке получили:
- финская компания RUUKKI;
- один из крупнейших металлопроизводителей в мире концерн Arcelor Mittal;
- словацкая компания U.S. Steel Kosice.
Популярностью пользуются также небольшие компании Польши и Китая.
При покупке металлочерепицы нужно обращать внимание на гарантийный срок. При покрытии пластизолом, например, гарантия от производителя составляет 50 лет.
Из чего делают металлочерепицу

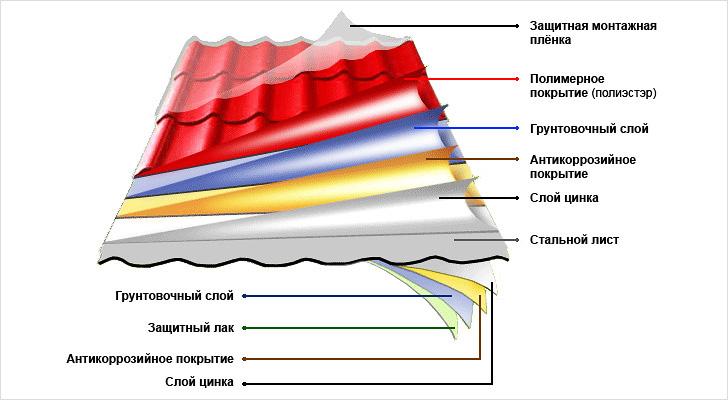
Металлочерепица – сложный многослойный материал. Состоит из следующих элементов.
- База – лист металла. Чаще всего это сталь, но основой могут служить также медь и алюминий. Последний легче и не боится коррозии, поэтому не нуждается в защитном слое цинка.
- Слой цинка – он закрывает лист с обоих сторон. Металл создает окислительную пленку, не позволяя кислороду и влаге добраться до стальной базы. Плотность слоя варьируется от 190 до 275 г на м². Он определяет, где может использоваться металлочерепица: в южном районе, в высокогорье, в местности рядом с морем.
- Пасивирующий слой – создает своего рода компенсирующий буфер и улучшает адгезию.
- Слой грунта – выполняет ту же задачу, но более селективно по отношению к наносимому покрытию.
- Нижний слой металлочерепицы представляет собой лак. Он бесцветен, декоративной нагрузки не несет. Его задача создать дополнительную механическую защиту.
- Верхний слой настила – декоративное покрытие на базе полимерного состава. Краска определяет не только внешний вид металлочерепицы, но и ее устойчивость к ультрафиолетовым лучам, механической нагрузке и влаге.
Характеристики верхнего декоративного слоя во многом определяют долговечность материала.
Технология производства

Вне зависимости от типа оборудования для производства профнастила и металлочерепицы процесс изготовления включает 3 основные стадии:
- прокатка профиля и получение рельефной поверхности;
- штампование – формовка профиля: каскад, монтеррей, супермонтеррей;
- нарезание на листы необходимых размеров.
На каждом этапе необходимо следить за правильным выполнением технических операций и проверять соответствие заготовки. Во время прокатки важно тщательно соблюдать очередность действий. При штамповке нужно следить за соответствием заготовки указанному профилю.
Технология включает следующие операции.
- Рулон металла определенной толщины – от 0,4 до 12 мм, подают на линию размотки и закрепляют в отсеке.
- Линию подводят к проектному стану, где штампуют профиль. Существует немало видов соотношения гребня и формы волны.
- Полоса подается к ножницам, где полотно автоматически разрезается на листы необходимого размера.
- Заготовку передают на оцинковку. В некоторых случаях эту операцию проводят до проката.
- Металлочерепицу покрывают защитными слоями: сначала пассивирующим, затем грунтовкой и в конце слоем полимерного цветного состава.
Общая схема сохраняется при изготовлении любого вида металлочерепицы. Характеристики материала определяют особенности профиля, толщину слоя цинка, состав краски.
Виды покрытий
 Свойства металлочерепицы во многом зависят от состава и качества самого верхнего слоя – полимерного декоративного покрытия.
Свойства металлочерепицы во многом зависят от состава и качества самого верхнего слоя – полимерного декоративного покрытия.
- Полиэстер – матовый или гладкий. Покрытие используется в 75% случаев. Толщина слоя 25 мкм. Полиэстер устойчив к износу, обеспечивает среднюю защиту от ультрафиолета. То есть в районах с агрессивным солнцем покрытие выгорает. Рассчитано на 5–10 лет эксплуатации. Слой матового полиэстера толще – до 35 мкм. Такой покрытие служит до 15 лет.
- Полиуретан – пурал. Наносится слоем до 50 мкм. Очень прочен, выдерживает температуры от -60 до +100 С. Не трескается в условиях высокой влажности и не выгорает под солнцем. Срок годности не менее 30 лет. Такая металлочерепица заметно дороже.
- Пурекс – декоративная пленка, отличающаяся очень высокой пластичностью и прочностью. Ноу-хау от компании RUUKKI. Производитель дает гарантирую на покрытие на 50 лет.
- Пластизол – полимер на основе поливинилхлорида. Не слишком устойчива к холоду – выдерживает только – 10 С, но хорошо переносит жару. Слой пластизола достигает 200 мкм. Это не только обеспечивает износостойкость и устойчивость к царапинам, но позволяет получать необычные декоративные эффекты. Слой пластизола покрывают тиснением, чтобы нанести на поверхность рельефный узор. Срок эксплуатации 60–70 лет.
- PDVF – новый вариант, очень устойчивый к действию ультрафиолета. Хотя покрытие наносят тонким слоем – 27 мкм, этого достаточно, чтобы обеспечить металлочерепице долговечность.
Срок годности покрытия зависит от условий эксплуатации.
Оборудование для изготовления металлочерепицы

Оборудование для производства металлочерепицы включает несколько различных приспособлений для выполнения разных задач.
- Разматыватель рулонов – приводное, консольное устройство для установки и размотки тонколистого металлопроката. Может представлять собой отдельную конструкцию, но чаще входит в состав технологической линии. Выбирают изделие по грузоподъемности, скорости размотки, мощности и допустимой ширине полотна.
- Главный станок для металлочерепицы – профилегибочный. В процессе гибки на лист металла оказывает сжимающее и растягивающее воздействие. В результате лист принимает определенную конфигурацию. Гибка возможна под любым углом. При этом лист остается монолитным и не теряет в прочности. Профилегибочные станки работают автоматизировано, что снижает риск ошибок и сбоев. Параметры выбора: скорость прокатки, мощность, максимально допустимая толщина и ширина листа.
- Прессовочный станок – гидравлический. Включает пресс, где формируются ступени, штамп и гидростанции – устройства, подающие масло в гидроцилиндры. Заготовка, выйдя их профилегибочного стана, имеет волнистую форму. В прессовочном станке волнистый рельеф сминается, приобретает вид ступеней. Выбирают агрегат по мощности, уровню давления, возможной ширине профиля.
- Резка металла ножницами – отштампованные на станке листы подаются на ножницы-гильотины. Устройство с гидравлическим или механическим приводом нарезает заготовки на листы. Параметры оценки: ход ножа, допустимая толщина и ширина листа, количество ходов ножа за минуту. Этот показатель определяет эффективность агрегата.
- Приемник листов – после резки листы передаются в приемник. Простые модели могут принять только 1 лист, усовершенствованные – несколько.
- Поддон для готовых листов – из приемника листы перемещают в поддон. Здесь они складываются в пачку и с помощью погрузочного крана передаются на склад.
Автоматическая система управления (АСУ)
Большинство элементов оборудования – станок для изготовления металлочерепицы, прессовочный, ножницы-гильотина, можно автоматизировать. Наиболее удобным представляется не программировать каждый станок отдельно, а включить в единую систему и отдавать команды сразу всем агрегатам линии. Это и выполняет автоматическая система управления.
К главным критериям выбора АСУ относится величина погрешности. Чем она меньше, тем точнее производится измерение и резка, что снижает расходы.
Готовые линии производства

Для изготовления металлочерепицы можно приобрести готовую линию, включающую все необходимые элементы. В зависимости от комплектации и производительности линии делят на 3 класса.
Базовая включает прокатный стан, ножницы-гильотину, прессовочный станок, гидросистему и АСУ. Такой вариант годится для старта и небольшого производства.
Стандарт – комплектация удовлетворяет потребности малого или среднего бизнеса. Помимо перечисленного оборудования, сюда входит разматыватель рулонов, поддоны и другие приспособления. Скорость проката до 7–8 метров в минуту.
Премиум включает также доводчик-укладчик и сервомоторы. Производительность линии выше – до 10 метров в минуту.

