Бревна обрабатывают на фрезерных станках, чтобы придать специальный профиль и получить одинаковый диаметр на всей протяженности. В изделии вырезают пазы для удобства укладки и замковые стыки. Оцилиндрованное бревно изготавливают с большой точностью, поэтому при сборке сруба практически отсутствуют зазоры. Материал относят к категории недорогих изделий, которые на стройплощадке не нужно дополнительно подготавливать для укладки.
- Что собой представляет оцилиндрованное бревно
- Отличие от рубленного
- Сферы применения
- Особенности производства оцилиндрованного бревна
- Классический метод
- Проходной метод
- Позиционный метод
- Клееное бревно
- Оборудование для производства
- Технология изготовления
- Сортировка и подготовка материала
- Сушка
- Оцилиндровка
- Торцовка и нарезка
- Обработка защитными составами
- Завершающие мероприятия
- Разновидности строительного материала
- Тип паза
- Порода древесины
- Размеры
- Как выбрать бревно для строительства
- Особенности ценообразования
Что собой представляет оцилиндрованное бревно
 Бревна механически обрабатывают на спецоборудовании, изделию придают определенное сечение в зависимости от вида соединения. Разницу диаметров на протяжении всего ствола допускают не больше 2 – 4 мм по технологическим нормативам.
Бревна механически обрабатывают на спецоборудовании, изделию придают определенное сечение в зависимости от вида соединения. Разницу диаметров на протяжении всего ствола допускают не больше 2 – 4 мм по технологическим нормативам.
Особенности использования материала:
- комплект заказывают на заводе, при этом элементы имеют длину по проекту дома, пазы выполнены с большой точностью;
- такое исполнение снижает трудозатраты на месте строительства.
Чисто обработанная поверхность предполагает отказ от наружной обшивки другими материалами. Сруб обрабатывают лаками, лессирующими красками, чтобы только подчеркнуть текстуру древесины.
Дома постепенно дают усадку в объеме 8 – 10% от первоначальных показателей, поэтому здание можно полноценно эксплуатировать через 1 – 1,5 года после строительства. На торцах в это время могут появиться трещины, поэтому не рекомендуется отапливать дом в период усадки.
Отличие от рубленного

Из такого материала трудно построить идеальную стену по сравнению со срубом из оцилиндрованных бревен. Продольные пазы также выстругивают вручную, поэтому к возведению дома из рубленых элементов допускают только мастеров.
Отличия материалов:
- стволы, обработанные ручной обрубкой, имеют разные диаметры на протяженности и неровную поверхность;
- увеличивается время строительства из рубленых бревен из-за необходимости подгонки каждого элемента.
После возведения швы снаружи и внутри нужно конопатить, чтобы убрать зазоры. Оба материала требуют обработки антисептиками, антипиренами, чтобы увеличить сопротивляемость негативным факторам.

Сферы применения
 Цилиндрическое бревно применяют для строительства жилых домов на участке. Красивые стены из природного материала органично вписываются в ландшафт, гармонируют с зелеными насаждениями. Помимо внешнего вида, в постройках уютно и тепло.
Цилиндрическое бревно применяют для строительства жилых домов на участке. Красивые стены из природного материала органично вписываются в ландшафт, гармонируют с зелеными насаждениями. Помимо внешнего вида, в постройках уютно и тепло.
Другие случаи применения:
- из хвойных пород возводят бревенчатые стены бань, саун;
- пристройки к жилью, например, закрытые и открытые веранды, прогулочные террасы;
- красиво смотрится массивное крыльцо из бревен;
- в саду строят беседки, навесы;
- для питомцев сооружают вольеры для выгула.




Из оцилиндрованных бревен строят крепкие заборы с оригинальной входной группой, делают элементы детской площадки (домики, крепости, мостики, стенки песочниц).



Особенности производства оцилиндрованного бревна
Технология изготовления несложная, но требует специального оборудования в виде специальной линии станков по обработке стволов поваленных деревьев.
Основные методы производства:
- классический способ;
- проходной;
- позиционный;
- склеивание бревна из отдельных элементов.
Каждая методика имеет определенные преимущества и недостатки перед другими, способы отличаются производительностью, качеством работ.
Классический метод
 Основное преимущество методики — возможность обрабатывать материал различной кривизны. В результате технологии получают идеальный цилиндр.
Основное преимущество методики — возможность обрабатывать материал различной кривизны. В результате технологии получают идеальный цилиндр.
Процесс обработки:
- Ствол фиксируют в центрах по торцам, затем его цилиндруют.
- Фрезы перемещаются вдоль бревна, ресурс кромок увеличивается за счет снятия напряжения с чистового лезвия за счет нагрузки на черновое, повышается качество цилиндровки.
- Полученное изделие шлифуют, пропитывают защитным составом против воспламенения, плесени.
Классический способ обладает большей трудоемкостью, поэтому продукция стоит дороже. Тщательная обработка снижает вероятность разбегов в размерах.
Проходной метод
 Используют станки проходной модели. Бревно подают сквозь устройство, при этом на стволе остается кривизна, которая была до начала обработки.
Используют станки проходной модели. Бревно подают сквозь устройство, при этом на стволе остается кривизна, которая была до начала обработки.
Особенности методики:
- получают недорогую продукцию пониженного качества;
- допускается непрерывная подача стволов;
- длина заготовок не ограничена, но бревна не должны попадать в пространство между вальцами;
- высокая производительность.
Оборудование используют и для выпуска обрезных пиломатериалов, брусков, вагонки, доски, рейки. Недостаток в том, что нужно подбирать достаточно ровные стволы, или раскраивать полуфабрикаты на изделия по 1 – 2 м в длину.
Позиционный метод
 Применяют токарные проходные станки, при этом ствол обрабатывают роторные головки. Преимущество способа в том, что исправляется кривизна первоначальной заготовки, поэтому сырьем служат кривые бревна.
Применяют токарные проходные станки, при этом ствол обрабатывают роторные головки. Преимущество способа в том, что исправляется кривизна первоначальной заготовки, поэтому сырьем служат кривые бревна.
Особенности метода:
- меньшая производительность по сравнению с проходной методикой;
- тратится время на перенастройку станка по диаметру бревен;
- потребность в квалифицированных операторах, чтобы повысить качество обработки.
Есть возможность применить сразу два фрезеровочных устройства, чтобы одновременно делать черновую и чистовую проходки. Длина заготовок зависит от размеров оборудования.
Клееное бревно
 Продукцию изготавливают на технологических распиловочных линиях, в систему включают сушильные камеры, рейсмусовые станки, многопильные рамы.
Продукцию изготавливают на технологических распиловочных линиях, в систему включают сушильные камеры, рейсмусовые станки, многопильные рамы.
Этапы производства:
- раскрой бревна на доски;
- сушка до влажности не больше 12 — 15%;
- соединение ламелей высокопрочным клеем с чередованием направления волокон в последующих слоях.
Изделия собирают из цельных или сращенных по длине досок. В продукции чередуют два вида древесины для повышения эксплуатационных характеристик.
Клееное бревно отличается меньшей влажностью, оно практически не растрескивается после укладки в сруб. Снижение числа трещин объясняется меньшим внутренним напряжением в мелких деталях, по сравнению с целым массивным бревном.
Оборудование для производства
Производственные линии могут быть полностью автоматизированными, когда машина подает и загружает заготовки. В полуавтоматическом варианте механизация рассматривается в пределах рабочего цикла, дальше применяется ручной труд с помощью погрузчиков и электрокаров.
Виды станков:
- токарно-фрезерные (позиционный способ);
- проходные агрегаты;
- центровые и протяжные механизмы;
- оборудование для нарезки чашек, выборки пазов;
- торцовочные установки.
Качество оцилиндровки бревен зависит от степени заточки и типа режущего элемента станка, которые бывают роторными, угловыми, фрезеровочными.
Технология изготовления
 Современные методы изготовления оцилиндрованного бревна позволяют получать товар высокого качества. Оборудование выполняет операции точно, поэтому элементы на стройплощадке можно собирать по принципу конструктора.
Современные методы изготовления оцилиндрованного бревна позволяют получать товар высокого качества. Оборудование выполняет операции точно, поэтому элементы на стройплощадке можно собирать по принципу конструктора.
Технология включает этапы:
- сушку сырья;
- непосредственно оцилиндровку;
- нарезку и торцевание;
- пропитку защитными препаратами;
- контроль качества продукции, маркировка согласно проекту, складирование, упаковка для отправки.
Продукция, полученная на автоматических линиях, отличается более низкой стоимостью, чем при применении доли ручного труда.
Сортировка и подготовка материала

Производство включает предварительную сортировку поваленных стволов, обрезку сучьев. Сырьевые заготовки выбирают так, чтобы первоначальный радиус в верхней части бревна на 20 мм превышал аналогичный размер полученной продукции. Габариты принимают по техническому заданию заказчика на строительство дома, чаще используют ель и сосну.
Если применяют позиционный метод, бревна сортируют и по однородности заготовок в части диаметра, чтобы обрабатывать партию без перенастройки станка, что займет время.
Автоматизированная линия сортировки представлена зубчатым транспортером с измерительным механизмом сканирования и несколькими «карманами», куда приводы сбрасывают сырье с однородными характеристиками.
Сушка
Влажность уменьшают равномерно в наружных и внутренних слоях. Этому уделяют внимание, т. к. внешние части больше отдают воду, а внутренние запаздывают, что приводит к появлению трещин.
Сушка происходит двумя способами:
- в естественных условиях в прохладном месте под крышей (навесом);
- в сушильных отсеках.

Искусственное удаление влаги происходит в вакуумной, инфракрасной, электрической камере.
Оцилиндровка
 Диаметр пазовой части бревна должен быть меньше ствола, чтобы между ними можно было проложить утеплитель. Если это условие нарушить, после усадки это место раскроется, а верхний элемент сруба не будет равномерно касаться поверхности нижнего.
Диаметр пазовой части бревна должен быть меньше ствола, чтобы между ними можно было проложить утеплитель. Если это условие нарушить, после усадки это место раскроется, а верхний элемент сруба не будет равномерно касаться поверхности нижнего.
Порядок работы:
- делают оцилиндровку по строго заданному диаметру;
- после формирования лунного паза выполняют компенсационный пропил.
Разгрузочный проход снимает напряжение волокон дерева при нагрузке, чтобы на изделии после монтажа и усушки не возникали новые трещины. Пропил делают вдоль бревна в форме ровной выемки шириной 8 – 10 мм, глубина его составляет ¼ ширины. При складировании бревно размещают пазом верх, чтобы последующий элемент верху закрыл пропил и предохранил от попадания воды.
Торцовка и нарезка

Оцилиндрованные бревна режут на отрезки по длине. Имеет место оптимизация изделий с целью выбрать участки без сколов, больших трещин и выпадающих сучков. Короткие куски стыкуют в детали нужной длины сращиванием, например, способом на мини-шип.
Торцовку проводят двумя методами:
- автоматическим;
- вручную.
В первом случае сканер определяет 4 стороны подаваемого материала, затем перемещает к торцовочному станку. В конце линии сбрасыватели распределяют заготовки по длине. При ручном методе дефектные места определяет рабочий и делает отметку флуоресцентным мелом. Маркировку считывает станок и выполняет рез на этом месте.
Обработка защитными составами
 Дерево пропитывают предохраняющими составами для повышения эксплуатационных качеств. На стены будет действовать ультрафиолет, атмосферная влага, мороз, ветер. В воздухе есть примеси солей, кислот, щелочей и других негативных веществ.
Дерево пропитывают предохраняющими составами для повышения эксплуатационных качеств. На стены будет действовать ультрафиолет, атмосферная влага, мороз, ветер. В воздухе есть примеси солей, кислот, щелочей и других негативных веществ.
Применяют обработку средствами:
- антисептиками — от гнили, плесени, грибка, жучков;
- антипиренами — для снижения степени возгорания.
Используют гипоаллергенные, экологически чистые вещества, чтобы стены дома не выделяли ядовитых компонентов в окружающее пространство.
Завершающие мероприятия

Готовая продукция проходит технический контроль. В процессе проверяют точность размеров с учетом допусков. Специалисты маркируют каждое бревно по торцу, чтобы указать его место в проектном чертеже, где также стоят соответствующие отметки.
Складируют пиломатериалы в штабели разными способами:
- плотно;
- рядами;
- пачками;
- пакетами.
В зависимости от метода применяют разные прокладки, которые обеспечивают равномерное распределение нагрузки и вентиляцию.
Транспортируют к заказчику с соблюдением мер безопасности и сохранности материала, для этого существует специальный длинномерный автотранспорт.

Разновидности строительного материала
Суть строительства деревянного дома — в возведении сруба. Если торцы хорошо подогнаны, не будет зазоров, промежутков, следовательно, повышается защита от холода и продувания.
Стыкуют концы бревен следующими способами:
- «в чашу» и «в обло» (с остатком);
- «в зуб» и «в лапу» (без остатка).

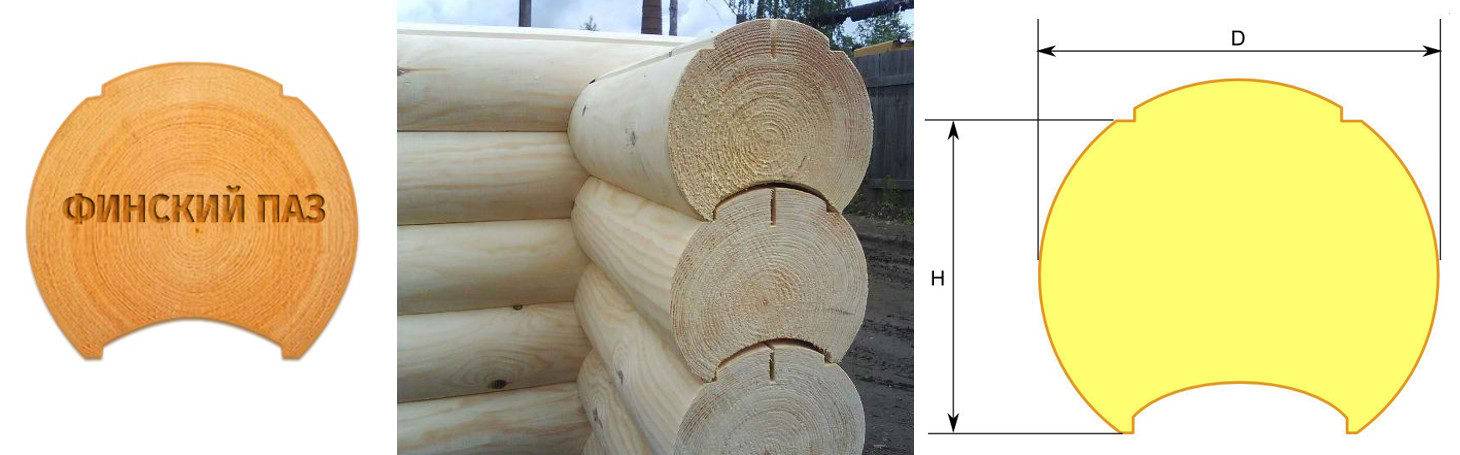
В оцилиндрованных пиломатериалах применяют обработку с лунным и финским пазом.
Тип паза
Лунный паз применяют, чтобы при монтаже плотно установить бревна одно к другому. Элементы монтируют с применением утеплителя из жгута или минеральной ваты. Такой паз имеет вид продольного спила, сечение которого напоминает полукруг.
Размеры бревен с лунным профилем:
- Диаметр бревна 180 мм предполагает ширину паза 95 мм;
- 200 мм — 105 мм, соответственно;
- 220 мм — 116 мм;
- 260 мм — 137 мм;
- 300 мм — 158 мм.

Финский паз отличается более сложной формой, т. к. применяется для схемы монтажа с пазом и гребнем. В его сечении есть проплечины — это выемки для повышения теплоизоляции стыковочных мест. Финский паз сводит трещины к минимуму, и не требует конопатки стен.
Порода древесины
 Хвойные породы наиболее подходят для эксплуатации в уличных условиях. Чаще применяют сосну, ель и лиственницу.
Хвойные породы наиболее подходят для эксплуатации в уличных условиях. Чаще применяют сосну, ель и лиственницу.
Характеристики пород для цилиндрических бревен:
- сосна — более твердая, чем ель, с лучшими прочностными свойствами;
- ель — мягкая и теплая древесина, легче всех обрабатывается инструментами;
- лиственница — дерево с природными влагоизоляционными качествами, прочное;
- кедр — применяют редко из-за повышенной стоимости древесины.
Лиственница по цене вдвое превышает стоимость сосны и ели.
Размеры
 Диаметр бревен имеет значение, т. к. от него зависит теплопроводность стен и их прочностные характеристики. Изделия выпускают диаметром 160 – 320 мм, чаще применяют 240 мм.
Диаметр бревен имеет значение, т. к. от него зависит теплопроводность стен и их прочностные характеристики. Изделия выпускают диаметром 160 – 320 мм, чаще применяют 240 мм.
Выбор зависит от места использования:
- бани, дачи, хозяйственные постройки — 160 – 180 мм (юг России);
- летние жилые строения, гаражи, беседки — 200 — 220 мм (Европейская часть);
- дома постоянного жительства в Западной Сибири — 240 – 320 мм (с утепленным чердаком).
Как выбрать бревно для строительства

Предпочтение отдают фирмам, которые одновременно выпускают материал и выполняют строительство. Они ответственно подходят к качеству бревен. Перед оформлением заказа лучше узнать о месте добычи сырья, условиях хранения и доставки.
Внешне различают качество по признакам:
- материал темно-желтого и желтого колера;
- нет червоточин, смоляных карманов, механических дефектов;
- допустимо немного маленьких сучков;
- срезы ровные, стволы не перекрученные;
- все заготовки одного радиуса и длины.
При приемке бревен от поставщика проверяют наличие маркировки в соответствии с проектом, иначе монтаж будет делать сложно.
Особенности ценообразования

Цена пиломатериалов за кубометр зависит от диаметра. Ориентировочно: 180 – 190 мм — 7500 руб., 220 – 230 мм — 7800 руб., 260 мм — 8000 руб., 300 мм — 9500 руб., 320 мм — 11000 руб.
Цена изменяется с учетом факторов:
- наличие диагонального паза;
- вид упаковки (пленка, поддон, лента);
- изготовление отверстий под установку нагелей;
- фрезеровка места под оконный и дверной наличник;
- фрезеровка выемок для монтажа оконных и дверных заполнений;
- пропитка защитными средствами.
На конечную стоимость влияет цена доставки. Если строительство ведут в степных районах, доставка будет существенно удорожать материал.







